将被检钢卷尺拉出擦净,检查其外观和相互作用。
检查被检钢卷尺的线纹宽度,如有疑问,用读数显微镜进行检查。
对被检钢卷尺的零值误差进行检定。将尺端装有尺钩或拉环的普通钢卷尺平铺在钢卷尺检定台上,加上规定的拉力后,与经检定合格的I级标准钢卷尺进行比较。使表示零位位置的尺钩(或拉环)与标准钢卷尺的零值线纹对准,在100mm处读出误差值。
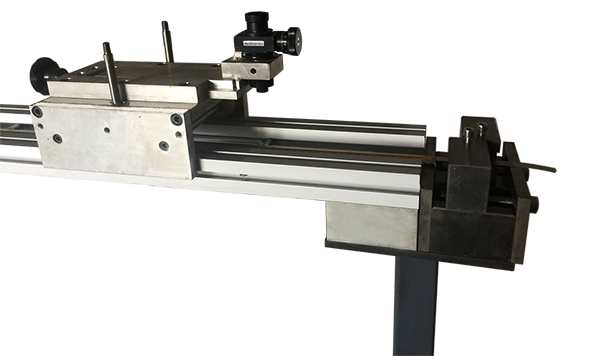
检定钢卷尺的示值误差:首先用压紧装置将标准钢卷尺和被检钢卷尺紧固在检定台上,分别在标准尺及被检尺的另一端按规定加上拉力。调整检定台上的调零机构,使被检尺的零值线纹与标准尺的零值线纹对齐,按每米逐段连续读取各段和全长误差。全长不足3米的钢卷尺,受检段应不少于3段。
任意两线纹间的示值误差是在逐米进行检定的同时在全长范围内任选2~3段进行评定,其示值误差不得超过相应段允许误差的要求。当被检尺全长大于检定台面长度时,可用分段法进行检定,其全长误差为各段误差的代数和。
在检定的同时,认真做好原始记录。
收回被检钢卷尺,处理数据,出具检定证书。
对标准钢卷尺上油、保养,妥善保存。