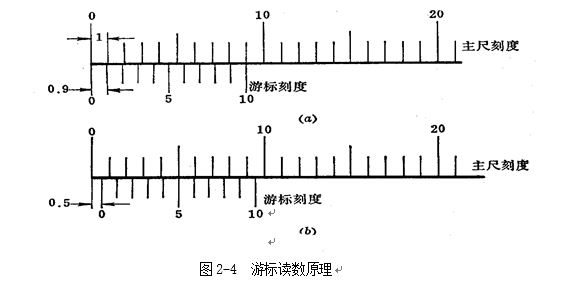
如图2―4(a)所示,主尺刻线间距(每格)为1mm,当游标零线与主尺零线对准(两爪合并)时,游标上的第10刻线正好指向等于主尺上的9mm,而游标上的其他刻线都不会与主尺上任何一条刻线对准。
游标每格间距=9mm÷10=0.9mm
主尺每格间距与游标每格间距相差=1mm-0.9mm=0.1mm
0.1mm即为此游标卡尺上游标所读出的最小数值,再也不能读出比0.1mm小的数值。
当游标向右移动0.1mm时,则游标零线后的第1根刻线与主尺刻线对准。当游标向右移动0.2mm时,则游标零线后的第2根刻线与主尺刻线对准,依次类推。若游标向右移动0.5mm,如图2-4(b),则游标上的第5根刻线与主尺刻线对准。由此可知,游标向右移动不足1mm的距离,虽不能直接从主尺读出,但可以由游标的某一根刻线与主尺刻线对准时,该游标刻线的次序数乘其读数值而读出其小数值。例如,图2―4(b)的尺寸即为:5×0.1=0.5(mm)。
另有1种读数值为0.1mm的游标卡尺,图2-5(a) 所示,是将游标上的10格对准主尺的19mm,则游标每格=19mm÷10=1.9mm,使主尺2格与游标1格相差=2-1,9=0.1mm。这种增大游标间距的方法,其读数原理并未改变,但使游标线条清晰,更容易看准读数。
在游标卡尺上读数时,首先要看游标零线的左边,读出主尺上尺寸的整数是多少毫米,其次是找出游标上第几根刻线与主尺刻线对准,该游标刻线的次序数乘其游标读数值,读出尺寸的小数,整数和小数相加的总值,就是被测零件尺寸的数值。
在图2-5(b)中,游标零线在2与3mm之间,其左边的主尺刻线是2mm,所以被测尺寸的整数部分是2mm,再观察游标刻线,这时游标上的第3根刻线与主尺刻线对准。所以,被测尺寸的小数部分为3×0.1=0.3(mm),被测尺寸即为2+0.3=2.3(mm)。